2k kalupi
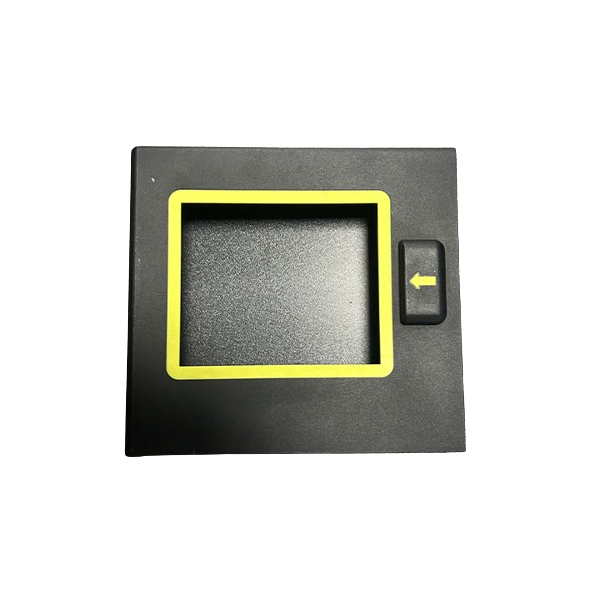
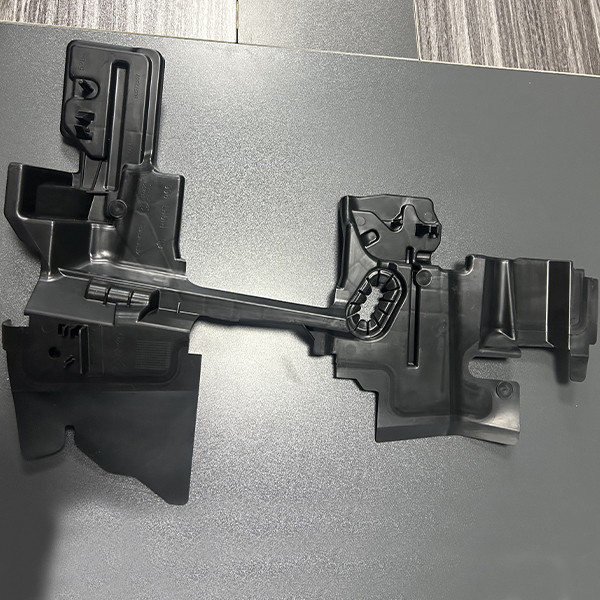
2K kalupi, znani tudi kot dvokomponentni kalupi, so specializirani kalupi, ki se uporabljajo v postopkih brizganja za izdelavo plastičnih delov iz dveh različnih materialov ali barv v enem samem postopku. Ti kalupi omogočajo izdelavo kompleksnih delov z več značilnostmi ali lastnostmi brez potrebe po sekundarnih postopkih sestavljanja.
Naši inženirji kalupov imajo bogate izkušnje na področju načrtovanja in inženiringa kalupov za 2k kalupe.
Izberite nas za zanesljive, inovativne in stroškovno učinkovite rešitve za izdelavo kalupov za vaše projekte 2K kalupov!